Разборка, сборка
 構成図(R24K型)
構成図(R24K型)
|
1. |
ジョイントカバー |
2. |
ダストカバー |
3. |
スナップリング |
|
4. |
ピニオンASSY |
5. |
ギヤハウジングASSY |
6. |
リテーナ |
|
7. |
スプリング |
8. |
アジャストスクリュ |
9. |
ロックナット |
|
10. |
ブーツクランプ(小径側) |
11. |
ブーツ |
12. |
ブーツクランプ(大径側) |
|
13. |
アウタソケット |
14. |
インナソケット |
15. |
ラックASSY |
|
イラスト内のシンボルマークについては、GIセクション部品構成図内で使用している記号一覧を参照する。ただし、その他のシンボルマークについては下記を参照する。 |
|||||
 1:オートレックスA(協同油脂)又は相当品 1:オートレックスA(協同油脂)又は相当品 |
|||||
|
2:ワンルーバーMO No.2(協同油脂)又は相当品 |
|||||
|
3:出光オートレックスA又は相当品 |
|||||
|
4:マルテンプAC-P(協同油脂)又は相当品 |
|||||
 :スリーボンド1141又は相当品 :スリーボンド1141又は相当品 |
|||||
分解■ 注意 ■
- ステアリングギヤASSYの分解、組み立て作業を行う際は、マウント部を銅板などを介して万力に固定し、作業を行うこと。
- 分解前にステアリングギヤASSYに付いている汚れを白灯油などで洗浄すること。
- 1.アウタソケットのロックナットを緩め、アウタソケットを取り外す。
- 2.小径側、大径側のブーツクランプを外し、ブーツを取り外す。
■ 注意 ■
ブーツを取り外す際は、インナソケット及びギヤハウジングASSYに傷を付けないようにすること。また、傷を付けた場合は異物混入の原因となるため、インナソケット及びギヤハウジングASSYを交換すること。- 3.インナソケットをラックASSYより取り外す。
- 4.アジャストスクリュ(1)の高さ“H”を測定し、ロックナット(2)を緩める。
- 5.アジャストスクリュ(1)、リテーナ(3)、及びスプリング(4)をギヤハウジングASSY(5)より取り外す。
- 6.ジョイントカバーをギヤハウジングASSYより取り外す。
■ 注意 ■
ジョイントカバーの位置決め突起部を破損しないこと。- 7.ダストカバーをピニオンASSYより取り外す。
- 8.スナップリングを外し、ギヤハウジングASSYよりピニオンASSYを取り外す。
- 9.ラックASSYをギヤハウジングASSYより引き抜く。
■ 注意 ■
ラックASSYを引き抜く際、シリンダ内面に傷を付けないこと。 分解後の点検 ジョイントカバー
ジョイントカバージョイントカバー位置決め突起部に損傷がないか点検し、異常がある場合は交換する。
スナップリングスナップリングに損傷がないか点検し、異常がある場合は交換する。
ピニオンASSY- ピニオンASSYに損傷や摩耗がないか点検し、異常がある場合は交換する。
- ピニオンASSYがスムーズに回転するか点検し、異常がある場合は交換する。
ラックASSYラックASSYに損傷や摩耗がないか点検し、異常がある場合は交換する。
ギヤハウジングASSYギヤハウジングASSYに損傷及び内部に傷がないか点検し、異常がある場合は交換する。
インナソケット及びアウタソケットボールジョイントよう動力
- バネ秤を図のP1、P2の位置にかけ、ボールスタッド及びインナソケットが動き始めたときのバネ秤の値が下記の基準値内にあるか点検する。基準値を外れる場合は、インナソケット(1)及びアウタソケット(2)を交換する。
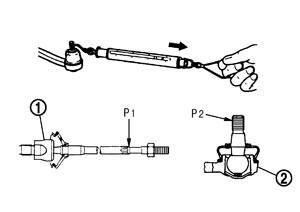
基準値 ボールジョイントよう動トルク : ステアリングギヤ参照
ボールジョイント軸方向エンドプレー
- ダイヤルゲージを用いて、ボールスタッドの軸方向に荷重490 N (50 kg)をかけ、このときのスタッド移動量が下記基準値内にあるか点検する。基準値を外れる場合は、インナソケット(1)及びアウタソケット(2)を交換する。
基準値 ボールジョイント軸方向エンドプレー : ステアリングギヤ参照 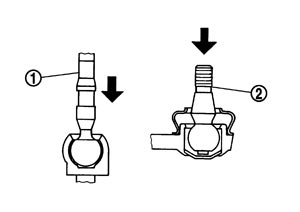
 組み立て
組み立て- 1.ワンルーバーMO No.2(協同油脂)又は相当品をラックASSY歯部及びブッシュ部に、マルテンプAC-P(協同油脂)又は相当品をラックASSY背面部に塗布し、ラックASSYをギヤハウジングASSYに組み付ける。
■ 注意 ■
ラックASSYでギヤハウジングASSY内面に傷を付けないこと。- 2.マルテンプAC-P(協同油脂)又は相当品をピニオンASSY下端(ニードルベアリング)部に塗布し、ピニオンASSYをギヤハウジングASSYに取り付ける。
- 3.スナップリングをピニオンASSYに取り付ける。
■ 注意 ■
スナップリングを取り付ける際、面取りされている面が上面となるように取り付けること。- 4.インナソケットをラックASSYに取り付ける。
- 5.オートレックスA(協同油脂)又は相当品をインナソケット(ブーツ取付部)に塗布する。
- 6.出光オートレックスA又は相当品をダストカバーに塗布し、ダストカバーをピニオンASSYに取り付ける。
- 7.ラックストローク寸法(L)を基準に、ラックASSYを中立位置にする。
| 基準値 | |
| ラックストローク寸法(L) | : ステアリングギヤ参照 |
- 8.マルテンプAC-P(協同油脂)又は相当品をリテーナー(3)外周部に塗布し、リテーナ(3)、スプリング(4)、及びアジャストスクリュ(1)をギヤハウジングASSY(5)に取り付ける。
- 9.アジャストスクリュ(1)を2回転ゆるめ、ネジ部にスリーボンド1141又は相当品を塗布し、分解前に測定したギヤハウジングASSY(5)からの高さ“H”になるまでねじ込む。
- 10.アジャストスクリュ(5)が共回りしないよう固定しながら、ロックナット(2)を規定トルクで締め付ける。
- 11.ラックASSYを全ストロークで10往復させ、各部をなじませる。
- 12.ピニオンの回転トルクを下記の要領で測定し、基準値内であるか確認する。
- ステアリングギヤプリロードアダプター(特殊工具:KV48103400)及びプリロードゲージ(特殊工具:ST3127S000)用いて、ピニオンの回転トルクを測定し、基準値内であるか確認する。
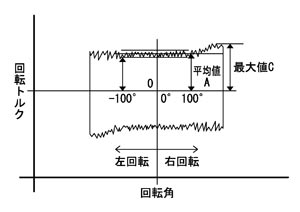
基準値 ピニオン回転トルク : ステアリングギヤ参照 - 基準値を外れる場合はアジャストスクリュで再調整する。再調整しても基準値を外れる場合は、ステアリングギヤASSYを交換する。
- 13.ラック変位量を下記の要領で測定し、基準値内であるか確認する。
- 測定位置はギヤハウジングASSY端面(ピニオンASSY側)からの距離(L)の位置とする。
基準値 ギヤハウジングASSY端面からの距離(L) :10 mm - 基準値を外れる場合はアジャストスクリュで再調整する。再調整しても基準値を外れる場合は、ステアリングギヤASSYを交換する。■ 注意 ■再調整した際は、ピニオンASSYの回転トルクを再確認すること。
-
(1)ラックASSYをストローク中央付近にする。
-
(2)ダイヤルゲージをラックASSY歯部の測定位置(
 部)にセットする。
部)にセットする。
-
(3)ラックASSYに±7.8 N·m (0.80 kg‐m)のねじりトルク(T)を負荷したときのラックASSY変位量を測定し、基準値であるか確認する。
| 基準値 | |
| ラックASSY変位量 | :ステアリングギヤ参照 |
- 14.ブーツをギヤハウジングASSY及びインナソケットに取り付ける。
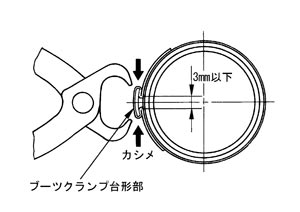
- 15.ブーツクランプをブーツに取り付ける。
- 大径側ブーツクランプは、ブーツ溝に確実に取り付け、図のように隙間が3 mm以下になるようにカシメる。
- 16.ジョイントカバーをギヤハウジングASSYに取り付ける。
■ 注意 ■
ジョイントカバーの位置決め突起が、ギヤハウジング溝に確実に入るよう取り付けること。- 17.インナソケット(1)を規定の長さ(L)に調整し、ロックナッ(2)トを規定トルクで締め付ける。締付トルクは「構成図(R24K型)」を参照する。
- 車両取付後に必ずトーイン調整を行うこと。ただし、トーイン調整後の寸法はこの限りではない。
- ロックナット締付時、必ずアウタソケット(3)をスパナ等で固定し、ボールジョイントがナックルに接触しないようにすること。
ロックナット締付後、再度インナソケット取付寸法(L)が規定値になっていることを確認する。
| インナーソケット取付寸法(L) | : ステアリングギヤ参照 |
■ 注意 ■